The funny thing about me is that from watching my dad braze and weld (MIG and Heliarc) and from seeing copper brazed in over 30 years in the HVAC industry, I know a fair amount about this. I can't actually do it, mind you, but I know about it.
When you are soldering (or brazing) dissimilar metals together choice of flux and solder is very important. Flux is usually a paste that you apply to the area and serves three functions: 1) It removes oxidation from the surfaces to be soldered. 2) It seals out air thus preventing further oxidation. and 3) It facilitates amalgamation (improves wetting characteristics of the liquid solder). I've heard flux called a 'cleaner' - to just clean the parts that you want to stick together. In some cases, if both parts are clean and shiny, no flux seems to be needed. George doesn't mention it, but I thought that I should. That last one about wetting action is very important. When you solder, the liquid solder follows the heat and will even flow uphill to a clean and properly cleaned surface. It will be drawn into every tiny crevice by something called "capillary action." When a plumber 'sweats' pipes together, he is using heat to draw the solder into the joint to seal it.
The other thing that I know is that the more dissimilar the materials you are trying to join, the higher silver content you need in your solder. Things that are easily joined require little or no silver, things that are harder to join require a higher percentage. NS, or "white brass" contains little or no silver, so what you are actually doing is joining brass bolsters to brass or steel liners. With George's shiny stainless steel liners and new blocks of NS, he seems to be home free. The solder wants to flow where he wants it. If you're working with old parts, shine them up first, and try flux or higher sliver content solder. You want the parts being joined to be above the melting point of the solder, that allows the liquid to flow and to stick.
Recently a guy told me that he couldn't find NS in 1-3/8" width, which was what was needed to do a top bolster with ears. George said that all of his top bolsters are made in two pieces. "I order my NS from Jantz Supply (http://www.knifemaking.com) parts numbers NS714 and NS715. They are 1/4" thick by 1" w x 12" long and 1/4" thick x 3/4" wide x 12" long. I use the NS 714 3/4" bar for the fronts and the NS 715 1" bar for the pommels."
George used to use solid cast NS bolsters, but this process is no longer available; it's very toxic to the caster. He does occasionally use solid sterling silver bolsters, but those have a considerable upcharge over NS.
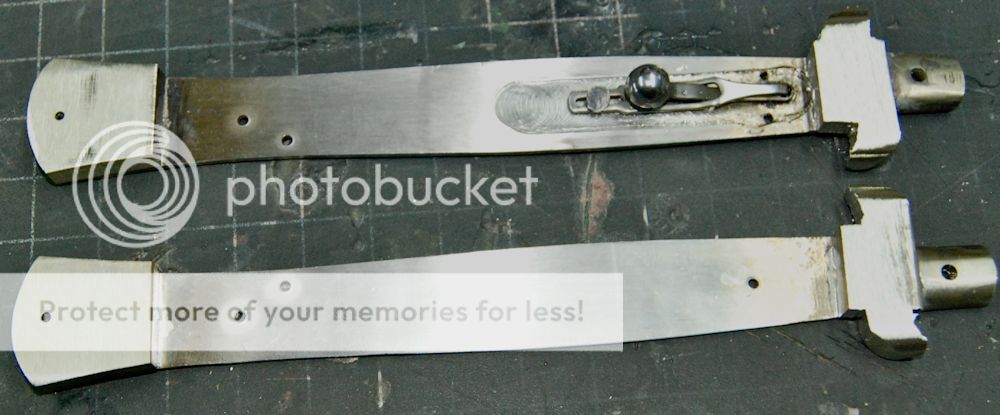
Here George has cut a couple of pieces for the front bolster:

He lays the liner on top, note the guidelines. (Apparently he uses the front one, but not the rear one).

Here's the flip-side showing fronts and rears, just validating that everything will work out.

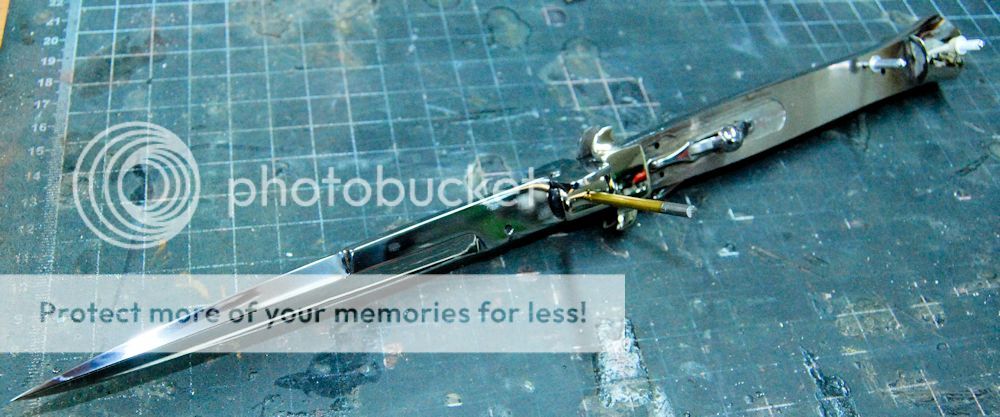
George starts to solder, point side first.

It's not clear whether the last picture just sticks the front piece in place so that he can do the rest, or whether capillary action draws the solder all the way down. In any case, he's caused the chunk of NS to be joined all around and the liquid solder has flown underneath and even bubbled out of the pivot hole.

In the next two shots he sets up level and drills out the pivot hole.


Once this is done, he adds the other piece of the top bolster, only now the solder joins the other NS piece to the liner and bonds it seamless to the previous piece (no picture). From there he works on the pommels (rear bolsters).
"Then I profile them to a rough shape and then very carefully grind them to (final) shape on my 2 X 72 inch grinder working from a 36 grit up to a 400 grit. After that I polish them to a high luster. I started these at 12:00 noon and had them done at 2:30 PM."
I hope this gives you some ideas as to how you can proceed on future projects.
Thanks for listening.